Моем дом
инфо
Информационный портал о способах уборки, наведения чистоты и порядка
Поиск информации на портале
Выберите интересующий раздел
Ванная
Бойлер
Душевая кабина
Плитка
Раковина
Смеситель
Стиральная машина
Зеркало
Гостинная
Диван
Двери
Ковер
Ламинат
Обои
Окна
Пылесос
Пол
Потолок
Утюг
Кухня
Фильтр для воды
Холодильник
Кофемашина и кофеварка
Линолеум
Микроволновая печь
Плита
Посуда
Посудомоечная машина
Сковороды
Вытяжка
Спальня
Матрас
Шкаф
Туалет
Популярные вопросы
Фильтр для воды
Промывка мембраны обратного осмоса: периодичность, признаки загрязнения и способы
Бойлер
Фильтр для бойлера для защиты от накипи
Ванная
Как очистить чугунную ванну до бела в домашних условиях
Популярное о чистоте и уборке
Туалет
Чем очистить унитаз от известкового налета: эффективные химические и народные средства
Линолеум
Ремонт линолеума – виды повреждений и способы их устранения!
Стиральная машина
Ремонт насоса стиральной машины своими руками
Пылесос
Redmond RV-R650S: умный робот-пылесос с управлением со смартфона и УФ-лампой
Диван
Проверенные способы и средства, как вывести гелевую ручку с одежды
Спальня
Дизайн спальни с двуспальной кроватью
Матрас
Теперь всегда буду так делать: как почистить матрас в домашних условиях?
Холодильник
Как помыть конденсатор холодильника
Окна
Как правильно убрать комнату: правила и эффективные методы
Туалет
Как очистить бачок унитаза от ржавчины и налета
Ванная
Как отмыть ванну содой и уксусом в домашних условиях
Душевая кабина
Ванная на подиуме – элегантный способ скрыть сантехнику?
Рейтинг стиральных порошков
Фрош
Аист
Babyline
Персил
Burti
Актуальные проблемы
Как очистить чайник от ржавчины внутри
Виды промышленных бетонных полов и способы заливки
Законность установки заглушки на канализацию для должников
15 способов БЫСТРО очистить сковороду от нагара в домашних условиях
Врезка замка в деревянную дверь
Обновления на сайте
Ванная
966
0
Рекомендуем
Как установить полотенцесушитель в ванной самостоятельно за 6 шагов
Читать далее
Ванная
565
0
Рекомендуем
Как очистить чугунную ванну до бела в домашних условиях
Читать далее
Обои
Пятна от вина, как вывести на ковре, с одежды, дивана, на обоях? Алко Профи
Плитка
Как правильно подготовить стены под плитку
Спальня
А точно ли мебель трансформер безопасна? Статья от производителя мебели трансформер шкаф-диван кровать
Холодильник
Как перевозить холодильник — упаковка и правила транспортировки
Посудомоечная машина
Посудомоечная машина Hansa ZIM 476 H: функциональные возможности и характеристики
Ламинат
Чем оттереть супер клей: с пластика, стекла, мебели, рук и одежды
Диван
Какой использовать Ваниш для чистки мягкой мебели, чтобы не испортить обивку
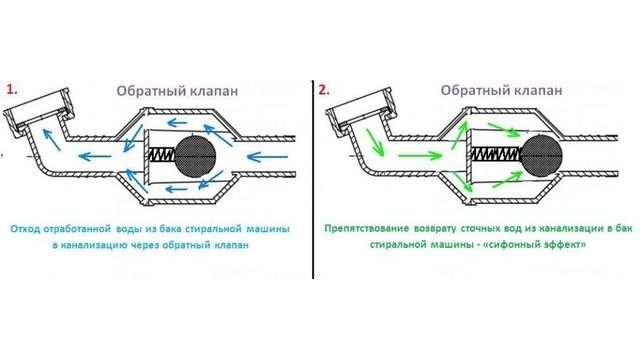
Стиральная машина
Обратный клапан для стиральной машины на слив
Сообщить об опечатке
Текст, который будет отправлен нашим редакторам:
Отправить
Отмена