Моем дом
инфо
Информационный портал о способах уборки, наведения чистоты и порядка
Поиск информации на портале
Выберите интересующий раздел
Ванная
Бойлер
Душевая кабина
Плитка
Раковина
Смеситель
Стиральная машина
Зеркало
Гостинная
Диван
Двери
Ковер
Ламинат
Обои
Окна
Пылесос
Пол
Потолок
Утюг
Кухня
Фильтр для воды
Холодильник
Кофемашина и кофеварка
Линолеум
Микроволновая печь
Плита
Посуда
Посудомоечная машина
Сковороды
Вытяжка
Спальня
Матрас
Шкаф
Туалет
Популярные вопросы
Фильтр для воды
Структурирование и очистка воды
Посуда
Лак пищевой: виды, состав, особенности применение, технология нанесения лака и советы специалистов
Двери
MASTER-LOCK: Замки и личинки Мастер лок с дверными ручками MasterLock для китайских дверей, замена и ремонт недорого замков Мастерлок
Популярное о чистоте и уборке
Гостинная
Абажур своими руками: варианты из ткани, бумаги и пластика
Гостинная
Как почистить кожаную куртку в домашних условиях
Диван
Как в домашних условиях почистить мягкую мебель содой и уксусом
Посудомоечная машина
Как правильно чистить посудомоечную машину
Кухня
Как обновить столешницу на кухне своими руками
Шкаф
Очистка старой духовки, чтобы сверкала как новенькая
Посуда
Чем отличаются кружки от бокала
Посудомоечная машина
Как почистить посудомоечную машину?
Бойлер
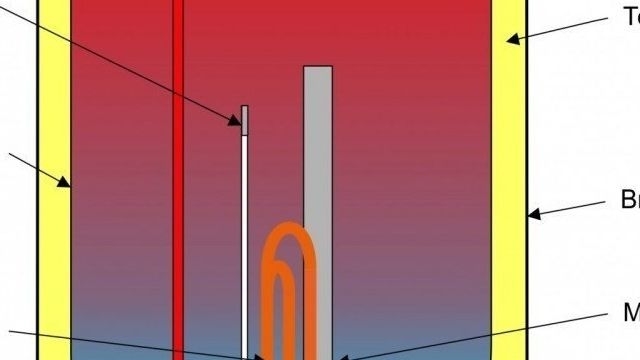
Шумит водонагреватель при нагреве причина
Бойлер
Фильтр для бойлера для защиты от накипи
Вытяжка
Дымоход для газовой колонки: устройство, требования и подключение в частном доме или квартире
Шкаф
Где хранить средства для уборки и пылесос
Рейтинг стиральных порошков
Фрош
Аист
Babyline
Персил
Burti
Актуальные проблемы
Как красить деревянные полы
Кофемашина Jura
Как почистить вентиляцию в квартире самостоятельно?
Чем помыть ламинат в домашних условиях
Средство Цифокс от тараканов
Обновления на сайте
Вытяжка
79
0
Рекомендуем
Советы и рекомендации, как почистить вытяжку на кухне
Читать далее
Смеситель
28
0
Рекомендуем
Редуктор давления воды в системе водоснабжения
Читать далее
Линолеум
Как отремонтировать линолеум с помощью мастики
Обои
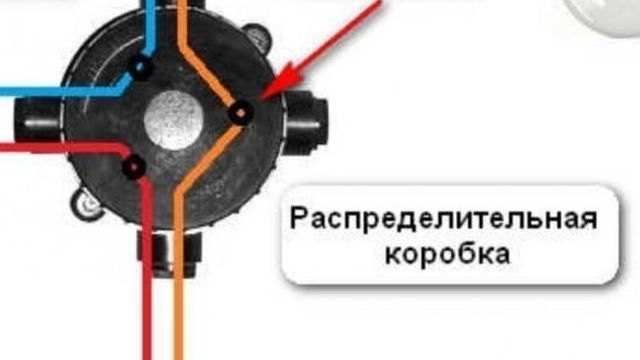
Инструкция, как подключить выключатель в домах из бруса и бетона
Посуда
Средство для мытья посуды «Фейри»
Туалет
Чем мыть унитаз при сливном септике с бактериями
Раковина
Современные способы прочистки труб от засоров
Линолеум
Как отмыть марганцовку с рук: быстро, в домашних условиях, с ногтей
Душевая кабина
Разборка душевой лейки: пошаговая инструкция по ремонту
Матрас
Рейтинг лучших матрасов для сна: топ по качеству и цене. Как выбрать самый удобный вид матраса для кровати? Обзор качественных моделей, отзывы покупателей
Сообщить об опечатке
Текст, который будет отправлен нашим редакторам:
Отправить
Отмена